≡ Меню
Оборудование и технологии для производства изделий из пластмасс, пресс-формы для литья, изделия из пластика
Особенности литья под давлением аморфных термопластов
При литье под давлением аморфных термопластов их переход в твердое состояние происходит без изменения фазового состояния. Основным параметром изменения надмолекулярной структуры при формовании таких материалов является степень ориентации. Ориентация полимеров происходит в процессе течения при заполнении формы и обусловлена высокоэластической деформацией участков макромолекул g'в.э под действием сдвиговых напряжений t. Степень ориентации зависит как от высокоэластических свойств полимера, так и от параметров формования: скорости сдвига, температуры материала, давления литья.
Высокоэластическая деформация носит обратимый характер, но релаксационные процессы идут интенсивно лишь при Тм>Тс. Поэтому в полимере сохраняется остаточная деформация g'э.о, связанная с «замораживанием» частично ориентированных полимерных цепей в неравновесном состоянии.
Скорость охлаждения полимера при заполнении формы неодинакова по сечению образца: быстрее охлаждаются пристенные слои, примыкающие к ним слои формируются при течении по охлажденной оболочке, что вызывает развитие в них наибольшей ориентации. Затем ориентация уменьшается, но в центральной части образца, заполняющейся при подпитке, ориентация вновь возрастает (рис. 13).
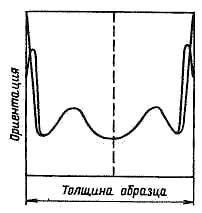
Рис. 13. Изменение ориентации полимера по толщине литьевых изделий в поперечном сечении
Неравномерное распределение ориентации материала наблюдается и по длине образца (в направлении заполнения формы). Около литника степень ориентации ниже, так как поток расплава расширяется на выходе из литника. Снижение ориентации по длине образца связано с уменьшением давления в форме Ориентация имеет двойственное влияние на эксплуатационные свойства изделий из аморфных полимеров. В направлении ориентации прочность повышается, а в перпендикулярном направлении снижается. Кроме того, образующиеся при ориентации неравномерно распределенные внутренние напряжения приводят к растрескиванию изделий под действием тепла, растворителей, появлению «серебрения», микротрещин, снижению стабильности размеров, короблению изделий.
За меру средней ориентации полимера в изделии принимают изменение его размеров при прогреве выше Тс, т. е. тепловую усадку. Тепловая усадка Δ характеризуется соотношением
 (18)
(18)
где l и lн — длина детали до и после нагревания
Влияние технологических параметров процесса литья под давлением на степень ориентации в изделии определяется их связью с величиной g'в.э, накапливаемой при течении, и характерными временами их релаксации Θ. На рис. 14 приведена зависимость характерных времен релаксации, высокоэластической деформации и усадки образцов из ПК от скорости сдвига. Чем выше скорость релаксации (или меньше g'), тем быстрее уменьшается^высокоэластическая деформация и ниже уровень остаточной ориентации. В области скоростей сдвига до 10 с'1 наблюдается накопление высокоэластической деформации при незначительном уменьшении характерных времен релаксации. Поэтому остаточная ориентация возрастает. В диапазоне g'=10÷102 с-1 уменьшается ее влияние на накопление g'э.о, а времена релаксации продолжают уменьшаться, что приводит к снижению влияния g' на изменение остаточной ориентации. При более высоких скоростях сдвига уменьшение времени релаксации преобладает над ростом высокоэластической деформации g'в.э, что приводит к резкому снижению остаточной ориентации. А так как при литье под давлением впрыск осуществляется при скорости сдвига 102—105 с-1, с уменьшением времени впрыска наблюдается меньшая тепловая усадка образцов (рис. 15).
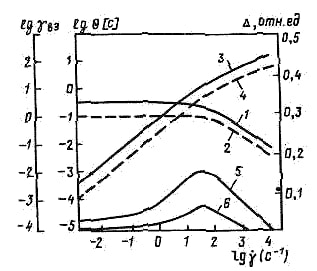
Рис. 14. Зависимость характерных времен релаксации θ (1, 2), высокоэластической деформации g'в.э (3, 4) и тепловой усадки Δ образцов ПК (5, 6) от скорости сдвига g' при 250 (-) и 280° С (---)
С ростом температуры расплава в процессе течения накапливается меньшая деформация и снижается время релаксации. Кроме того, продолжительность охлаждения материала растет (при постоянной Tф), что приводит к увеличению продолжительности релаксации накопленной деформации. Остаточная ориентация уменьшается, это проявляется в снижении тепловой усадки с ростом температуры расплава (рис. 16). Аналогично влияют на тепловую усадку понижение скорости охлаждения (меньшая разница между Tр и Tф) и рост толщины образца. С ростом давления литья замедляется процесс релаксации, увеличивается продолжительность подпитки, что приводит к росту деформации сдвига в процессе охлаждения, и, следовательно, увеличивается остаточная деформация (рис. 17). Ориентация однозначно определяет прочностные свойства литьевых изделий из аморфных полимеров. Так, зависимость разрушающего напряжения при растяжении σр от величины тепловой усадки Δ описывается уравнением
 (19)
(19)
Для ПС: σρο=35 МПа, D1=2,92.101, D2=1; для ПК: σρο=36 МПа, D1=9,95·10-1, D2=0,61.
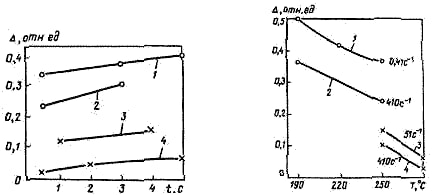
Рис. 15. Зависимость тепловой усадки ПС (1, 2) и ПК (3, 4) от времени заполнения формы:
1,3, 4 — образец №1: LxBxh=80х5,3х3,4 мм и П/S=970м-1; 2 — образец № 2, LxBxh=150х10х3,9 мм и П/S=1000м-1,
Т=Тр-Тф: 1, 2 — 190° С, 3 — 180° С, 4 — 170° С
Рис. 16. Зависимость тепловой усадки (Δ) ПС (1, 2) и ПК (3, 4), от температуры материала Т и скорости сдвига g' (числа у кривых) при заполнении формы.
Характеристики образцов те же, что на рис. 15.
1,3,4 — образец №1; 2 — образец № 2
Изделия общего назначения подвергаются при эксплуатации нагрузкам, действующим в различных направлениях. Ориентация в продольном направлении не должна превышать для изделий из ПС и ПММА 15—20%, а для изделий из ПК, ПСФ и ПАР 5—7%.
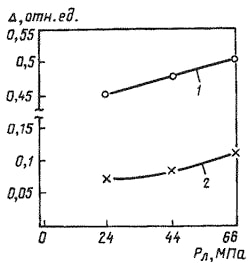
Рис. 17. Зависимость тепловой усадки (Δ) ПС (1) и ПК (2) от давления литья Ρл
Изменением конструкции изделия и формы (размещения литников, соотношения периметра и площади сечения изделия) можно обеспечить создание повышенной ориентации в направлении действия нагрузки, повышая тем самым прочностные показатели изделия. Однако в агрессивных средах такие изделия проявляют склонность к растрескиванию.
Усадка литьевых изделий из аморфных термопластов определяется временем выдержки под давлением и коэффициентом объемного термического расширения. При малых временах выдержки усадка существенно зависит от толщины изделия. Для аморфных термопластов наблюдается снижение усадки с уменьшением температуры формы, ростом давления литья.
Высокоэластическая деформация носит обратимый характер, но релаксационные процессы идут интенсивно лишь при Тм>Тс. Поэтому в полимере сохраняется остаточная деформация g'э.о, связанная с «замораживанием» частично ориентированных полимерных цепей в неравновесном состоянии.
Скорость охлаждения полимера при заполнении формы неодинакова по сечению образца: быстрее охлаждаются пристенные слои, примыкающие к ним слои формируются при течении по охлажденной оболочке, что вызывает развитие в них наибольшей ориентации. Затем ориентация уменьшается, но в центральной части образца, заполняющейся при подпитке, ориентация вновь возрастает (рис. 13).
Рис. 13. Изменение ориентации полимера по толщине литьевых изделий в поперечном сечении
Неравномерное распределение ориентации материала наблюдается и по длине образца (в направлении заполнения формы). Около литника степень ориентации ниже, так как поток расплава расширяется на выходе из литника. Снижение ориентации по длине образца связано с уменьшением давления в форме Ориентация имеет двойственное влияние на эксплуатационные свойства изделий из аморфных полимеров. В направлении ориентации прочность повышается, а в перпендикулярном направлении снижается. Кроме того, образующиеся при ориентации неравномерно распределенные внутренние напряжения приводят к растрескиванию изделий под действием тепла, растворителей, появлению «серебрения», микротрещин, снижению стабильности размеров, короблению изделий.
За меру средней ориентации полимера в изделии принимают изменение его размеров при прогреве выше Тс, т. е. тепловую усадку. Тепловая усадка Δ характеризуется соотношением
где l и lн — длина детали до и после нагревания
Влияние технологических параметров процесса литья под давлением на степень ориентации в изделии определяется их связью с величиной g'в.э, накапливаемой при течении, и характерными временами их релаксации Θ. На рис. 14 приведена зависимость характерных времен релаксации, высокоэластической деформации и усадки образцов из ПК от скорости сдвига. Чем выше скорость релаксации (или меньше g'), тем быстрее уменьшается^высокоэластическая деформация и ниже уровень остаточной ориентации. В области скоростей сдвига до 10 с'1 наблюдается накопление высокоэластической деформации при незначительном уменьшении характерных времен релаксации. Поэтому остаточная ориентация возрастает. В диапазоне g'=10÷102 с-1 уменьшается ее влияние на накопление g'э.о, а времена релаксации продолжают уменьшаться, что приводит к снижению влияния g' на изменение остаточной ориентации. При более высоких скоростях сдвига уменьшение времени релаксации преобладает над ростом высокоэластической деформации g'в.э, что приводит к резкому снижению остаточной ориентации. А так как при литье под давлением впрыск осуществляется при скорости сдвига 102—105 с-1, с уменьшением времени впрыска наблюдается меньшая тепловая усадка образцов (рис. 15).
Рис. 14. Зависимость характерных времен релаксации θ (1, 2), высокоэластической деформации g'в.э (3, 4) и тепловой усадки Δ образцов ПК (5, 6) от скорости сдвига g' при 250 (-) и 280° С (---)
С ростом температуры расплава в процессе течения накапливается меньшая деформация и снижается время релаксации. Кроме того, продолжительность охлаждения материала растет (при постоянной Tф), что приводит к увеличению продолжительности релаксации накопленной деформации. Остаточная ориентация уменьшается, это проявляется в снижении тепловой усадки с ростом температуры расплава (рис. 16). Аналогично влияют на тепловую усадку понижение скорости охлаждения (меньшая разница между Tр и Tф) и рост толщины образца. С ростом давления литья замедляется процесс релаксации, увеличивается продолжительность подпитки, что приводит к росту деформации сдвига в процессе охлаждения, и, следовательно, увеличивается остаточная деформация (рис. 17). Ориентация однозначно определяет прочностные свойства литьевых изделий из аморфных полимеров. Так, зависимость разрушающего напряжения при растяжении σр от величины тепловой усадки Δ описывается уравнением
Для ПС: σρο=35 МПа, D1=2,92.101, D2=1; для ПК: σρο=36 МПа, D1=9,95·10-1, D2=0,61.
Рис. 15. Зависимость тепловой усадки ПС (1, 2) и ПК (3, 4) от времени заполнения формы:
1,3, 4 — образец №1: LxBxh=80х5,3х3,4 мм и П/S=970м-1; 2 — образец № 2, LxBxh=150х10х3,9 мм и П/S=1000м-1,
Т=Тр-Тф: 1, 2 — 190° С, 3 — 180° С, 4 — 170° С
Рис. 16. Зависимость тепловой усадки (Δ) ПС (1, 2) и ПК (3, 4), от температуры материала Т и скорости сдвига g' (числа у кривых) при заполнении формы.
Характеристики образцов те же, что на рис. 15.
1,3,4 — образец №1; 2 — образец № 2
Изделия общего назначения подвергаются при эксплуатации нагрузкам, действующим в различных направлениях. Ориентация в продольном направлении не должна превышать для изделий из ПС и ПММА 15—20%, а для изделий из ПК, ПСФ и ПАР 5—7%.
Рис. 17. Зависимость тепловой усадки (Δ) ПС (1) и ПК (2) от давления литья Ρл
Изменением конструкции изделия и формы (размещения литников, соотношения периметра и площади сечения изделия) можно обеспечить создание повышенной ориентации в направлении действия нагрузки, повышая тем самым прочностные показатели изделия. Однако в агрессивных средах такие изделия проявляют склонность к растрескиванию.
Усадка литьевых изделий из аморфных термопластов определяется временем выдержки под давлением и коэффициентом объемного термического расширения. При малых временах выдержки усадка существенно зависит от толщины изделия. Для аморфных термопластов наблюдается снижение усадки с уменьшением температуры формы, ростом давления литья.
Если вас заинтересовала информация, изложенная в данной статье, вы можете:
Позвонить:
Рекомендуем



Ещё из раздела Литье под давлением
Литье под давлением — метод формования изделий из полимерных материалов, заключающийся в нагревании материала до вязкотекучего состояния и передавливании его в закрытую литьевую форму, где материал приобретает конфигурацию внутренней полости ...
Литье под давлением - это основная технология производства изделий из пластмасс . На данный момент, треть всех термопластичных материалов перерабатывается литьевым формованием и половина всего оборудования для переработки пластмасс это оборудование ...
Процесс литья под давлением является циклическим Цикл состоит из следующих стадий загрузка сырья в пластикационный цилиндр литьевой машины и подготовка расплава (пластикация), смыкание формы, заполнение формы расплавом, выдержка под давлением в ...
Расчет проводят, задавая температуру расплава материала T р , температуру формы T ф и объемную скорость впрыска Q (или время заполнения). При этом исходят из требований, предъявляемых к качеству изделий по показателям размерной точности, прочностным ...
При литье под давлением расплав кристаллизующегося полимера охлаждается в результате теплопередачи к более холодным стенкам литьевой формы. В различных слоях по поперечному сечению детали эффективная скорость охлаждения расплава от температуры ...
Литье с раздувом, рис.1 начинается с получения преформы литьем под давлением. Преформа имеет готовую бутылочную головку, толщина стенки варьируется по длине. Рис. 1. Литье с раздувом. Рис. 2. Раздув с предварительным растяжением заготовки. Перед ...
Литье с газом представляет собой литье расплава под давлением в полость матрицы, сопровождаемое введением инертного газа (обычно азота) в центр расплава через форсунку, центральный литник, разводящих каналов или прямо в полость матрицы. Сжатый газ ...
Литье со сжатием отличается от обычного литья под давлением лишь стадией сжатия материала, для его уплотнения и получения изделий со стабильными размерами и точной поверхностью. При этом первоначально полость матрицы имеет большое поперечное ...
Микролитьем под давлением (оно же микролитье) получают изделия, габаритные размеры или точность размеров которых выражается в мили- или даже микрометрах. В связи с малыми размерами отливаемых изделий необходимо использование специальных литьевых ...
Многокомпонентное литье под давлением Многокомпонентное литье под давлением - это универсальный и все более популярный метод производства многоцветных изделий или изделий из нескольких видов пластмасс за один подход при умеренных затратах. Упрощенно ...
Декорирование в форме представляет собой следующий процесс: в полость формы вкладывается готовая пленка или фольга, а затем происходит впрыск расплава полимера. Полимерный расплав соединяется с внутренней стороной вставки и получается изделие с ...
Литье осуществляется или в режиме интрузии, или в инжекционном режиме. При интрузионном режиме расплав постепенно подается в форму вращающимся шнеком до заполнения ее на 70—80%, а затем оставшаяся часть дозы впрыскивается в форму за счет ...
© 2024 Пластик Текнолоджиз
ул. Бабушкина, 8А
220024, г. Минск, Республика Беларусь
220024, г. Минск, Республика Беларусь
Сайт работает на платформе Nestorclub.com